2.3 染色后整理工艺关键
2.3.1 前处理工艺
由于设计要求对此面料的耐磨性要求高,因此,在前处理中采用柔和的处理方式去退浆,减少纱线前处理过程中的强力损伤。
选用张力较小的设备去做前处理保证纱线在处理过程中不被拉伸,因此选用在溢流缸内直接做前处理。在前处理助剂的选用上使用对布柔和的纯碱来代替液碱,在保证退浆尽的前提下,纯碱用量尽量少,因为一定浓度范围内,碱液对减量率影响较小间。
2.3.2 染色工艺
由于此面料使用的纱线为花捻纱(MOY局部拉伸变形的空变丝),既是两种不同牵伸比的纱线通过结节吹而形成,其仿麻双色效果也主要是由这两种不同牵伸比的纱线在染液中吸色不一而产生双色效果。由于纱线特殊性合理控制升温曲线,染色温度,保证面料的双色仿麻效果,因此我们通过对不同染色的保温时间进行对比,筛选出一个合适的保温时间,既能达到客人的色牢度要求,也能做出明显的双色仿麻效果;为了保证面料高色牢度,在染色中优化染料和助剂配方,选用高牢度染料染色;当染色温度低于120℃时,色牢度最差的为3~4级,达不到设计需求,而当染色温度达到120℃~125℃时,染色牢度可以达到4级以上,符合设计要求,当在125℃以上继续升温后,纱线之间吸色达到平衡,无双色效果。因此,我们将染色的温度设定为120℃,保温40min。
2.3.3 定型工艺
吉佳麻面料由于纱线本身性能,面料立体感强,表面有毛感强,易被摩擦断裂纤维,为了增加面料耐磨性,在定型时,通过添加抗起球起毛助剂进行实验。抗起毛起球剂的不同使用量对耐磨性能的提高是不同的,同时也会影响面料的接缝滑移性能。面料单染色出来的抗起毛起球效果大于25000r,单染色接缝滑移定负荷100N,经向与纬向的接缝滑移要小于4.0mm。
抗起毛起球的使用有助于耐磨性能的提高,但接缝滑移也会变差。综合考虑,选择抗起毛气球剂的用量为60g/L。为保证面料门幅,在定型时控制好烘箱温度、车速和门幅。
3 结束语
仿麻面料(吉佳麻)是以315D/96FPDTYSD花粘丝为原料。通过优化经纬密及对生产工艺进行改进,从而使其外观粗矿、机理感强、防水、高强、耐磨、抗起球,符合消费者目前对纺织面料环保健康的高要求,符合当今流行面料的发展趋势。







 软体沙发设计中的“隐喻”方法
软体沙发设计中的“隐喻”方法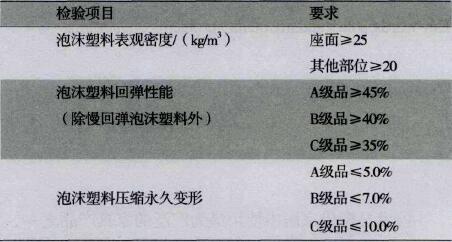 软体沙发标准与质量现状分析
软体沙发标准与质量现状分析 材料对沙发产品VOCs释放的影响
材料对沙发产品VOCs释放的影响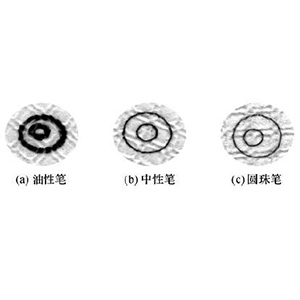 植绒沙发面料笔墨去污性能的实验研究
植绒沙发面料笔墨去污性能的实验研究