2 试制工作中的技术关键
此面料原本适合在喷气及剑杆织机上生产,现改用喷水织机织造,因此在坯布制备的各环节的工艺技术都会进行相应的改进。
2.1 准备工序整浆工艺及其关键
因吉佳麻面料经纱采用315D/96FPDTY SD花粘丝,纱线表面毛羽较长,纤维强力较低,调整上浆工艺,增加上浆率,调整烘房温度,保证了浆料的渗透性、及浆膜具有良好的平滑性、包覆性和柔软度,以保证后道工艺的顺利进行。
为确保穿综过程中分纱清晰,减少经纱织造断头,使用史陶比尔分绞机进行穿综前分绞。因吉佳麻面料组织复杂,循环数大,采用自动穿综机时行穿综,以保证穿综效率及质量。经过多次实验,吉佳麻面料CQD916002准备工序的主要生产工艺如表2所示。
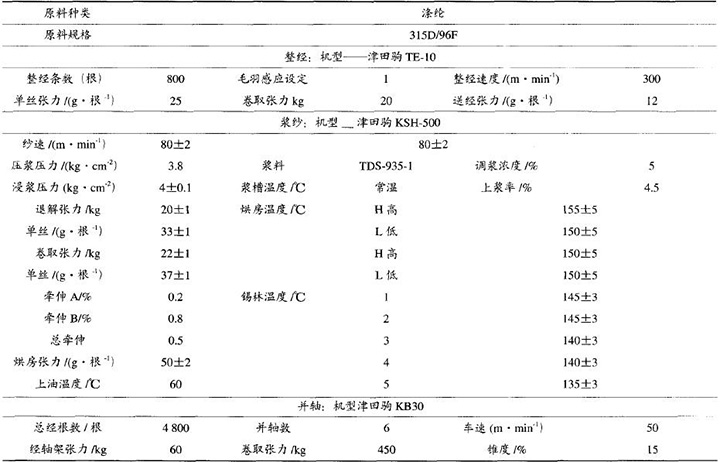
表2 面料整浆并工艺
2.2 织造工艺关键
此面料在织造过程中,由于纱线本身性能,表面有毛感强,并且强力较底,易扭结、断头、起静电,因此需合理调整后梁高度、调整张力、既要保证开口清晰,又要降低对纱线本身强力的损伤。
面料的纱线粗、密度高、毛感强、又是提花组织,在上机试制的过程中,经纱总张力需要4500N,为了织造的平稳、顺利,技术人员通过多次实验和调机,对织机进行了以下改进。
2.2.1 后梁
改造前后梁为双滚式Φ9cm,这种装置能承载的经纱总张力为3500N以下;这达到此产品的要求,改造后,后梁11.5cm,这种装置能承载的经纱总张力为5500N以下通过直接增加后梁的直径来增加后梁承载力,避免因后梁在超过其最大承载张力的情况下发生形变、损坏。
2.2.2 后梁缓冲弹簧
原使用Φ8cm的弹簧其最大承载经纱总张力为2300N,使用Φ10cm时,其弹簧其最大承载经纱总张力可为5000N以上;通过改变弹簧的粗细,增加弹簧有效承载负荷。
2.2.3 后梁到综框的距离加长
可以使经纱在综框最大开口时,单位长度下的伸长奉减小,从而降低因张力加大而造成经纱易断经的情况。
2.2.4 卷取罗拉
原罗拉最大承载张力为4000N以下,改造后,罗拉最大承载张力可为6000N一下通过改变卷取罗拉直径的办法增大坯布与罗拉的接触面积,达到增加卷取张力的效果。







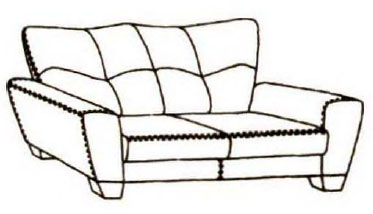
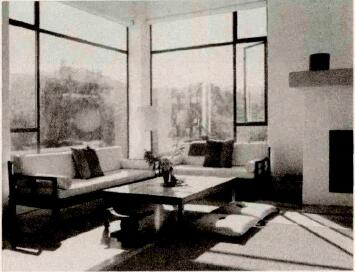
 软体沙发设计中的“隐喻”方法
软体沙发设计中的“隐喻”方法 软体沙发标准与质量现状分析
软体沙发标准与质量现状分析 材料对沙发产品VOCs释放的影响
材料对沙发产品VOCs释放的影响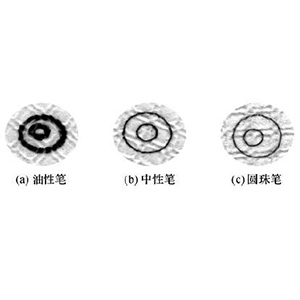 植绒沙发面料笔墨去污性能的实验研究
植绒沙发面料笔墨去污性能的实验研究