摘要:中国家具行业引进IE理论进行管理并积极引进以IE理论为核心的先进制造模式,历经几十年发展终于走出困境,逐渐形成了比较完备的工业体系。然而软体家具中的沙发行业制造与管理水平却一直发展缓慢,IE理论在沙发制造行业的应用局限于单个工位的作业优化与时间研究,却未对整条线体的平衡进行优化。未来沙发制造行业I正理论的运用必然是在基础工业工程实施的基础上结合信息化发,对全价值链进行优化的发展趋势,通过对E理论在沙发制造行业的应用进行分析,以期为沙发制造行业的可持续发展提供参考价值。
关键词:沙发制造;IE理论;人类工效学;发展趋势
1 中国沙发制造行业的发展概况
中国家具行业虽历史悠久,但发展缓慢,20世纪末突破发展困境后才逐渐形成规模,沙发行业在此背景下也逐渐形成产业集群。根据调查数据可知,沙发进出口贸易额逐年提高,2016年全球沙发进出口贸易总额达209.96亿美元,木框架沙发贸易额为153.47亿美元。但从整体来看,中国沙发制造行业发展水平还比较低,中小型企业设备组合、配套水平不高,基本处于半作坊式、半机械化的作业阶段,与德国、意大利、日本、美国相比,劳动生产率低10~20倍。经过十余年的产业整合,沙发行业不断借鉴先进制造技术以及工业工程(Industrial Engineering,IE)等科学管理方法,产生了一批明星企业,出现了大规模集团化的企业,建立了较为完善的家具工业化发展体系,但是要实现行业的可持续性发展,仍有许多问题需要研究并加以解决。目前,中国沙发制造和管理理论研究还不够深入,现有理论以个案研究为主,而基于全价值链的研究仍停滞不前。沙发生产作业机械化水平低,除了规模较大的企业会引进信息化设备,如:顾家家居引进的德国力克裁皮机提高裁剪的作业效率,大多数沙发企业主要还是以手工作业为主。沙发制造使用实木与人造板结合,零部件规格种类较多,标准化、通用化程度低,下料加工复杂,尽可能减少沙发零部件的材质、规格和种类,并实现其标准化,是未来沙发设计、制造的趋势。因此,对沙发全价值链效率优化的理论研究、生产管理技术创新以及企业信息化的研究将是沙发行业二次创业的方向。
2 中国沙发制造模式及特点
2.1 集群式生产布局
沙发制造的主要材料为木料、海绵、牛皮、仿皮或布料。在大多数沙发制造企业中,这些材料的加工分散在不同的车间独立作业,各种原辅材加工好后集中运送到组装车间进行组装,属于典型的集群式布局。但由于沙发制造属于小批量、多种类的生产方式,集群式的布局会导致在生产过程中存在诸多浪费,如:生产过剩、库存、等待、搬运、不良返工、过度加工、动作浪费,工序之间的在制品积压过多,造成物流阻塞,且不良零部件会批量流到下一工序,无法第一时间发现问题,等被发现时,已造成大量返工浪费。
2.2 手工作业为主
在沙发制造整个工序流程中,很多工段为手工作业。如:木架工段中直料的加工方式属于通过式加工,需要人辅助操作,进行安装预埋螺母、钉弹簧扣等操作;海绵造型工序中海绵在裁切机、倒斜机上加工后需要人工进行胶粘;裁剪工序与缝纫工序中,裁剪需要人工依据模板将牛/仿皮裁剪成裁片并进行分类,再由缝纫工序的人进行车缝、压线、缝拉链等操作;组装工序全部为人工作业,按照扶手、坐框、靠背3种部件依次进行钉架、拉簧(拉弹力带)、毛坯、扪皮、总装等操作。
沙发手工作业的特点是人员操作熟练程度参差不齐,作业误差较大,产品质量波动较大,产线不平衡、生产效率低下。
2.3 拉动式的生产任务和推动式的生产方式
中国早期家具处于功能需求阶段,且制造生产出来就一定卖得出去,因此当时追求的是高效率、低成本生产。然而随着人们的消费水平和消费观念的变化,逐渐由物质需求上升为精神需求,家具的个性化需求提高,用户越来越重视体验消费。在这种需求模式下,沙发制造行业开始按需生产,尽量降低库存。然而由于沙发以手工作业为主且管理粗放,虽然生产任务是需求拉动,但是现场作业依旧是推动式的生产方式,这种制造模式属于批量生产方式,效率低、生产占用空间大,存在大量的无增值生产活动。








 软体沙发设计中的“隐喻”方法
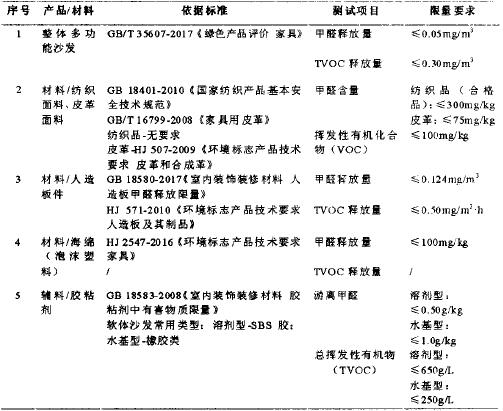
软体沙发设计中的“隐喻”方法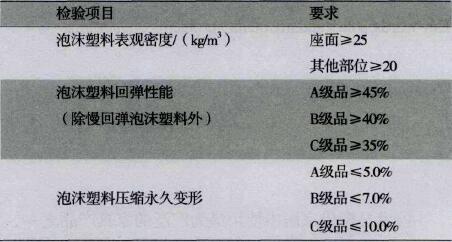 软体沙发标准与质量现状分析
软体沙发标准与质量现状分析 材料对沙发产品VOCs释放的影响
材料对沙发产品VOCs释放的影响 植绒沙发面料笔墨去污性能的实验研究
植绒沙发面料笔墨去污性能的实验研究